質量等級正品(受理質量異議)
加工服務其他加工服務
尺寸齊全
工藝齊全
齊全
供應齊全
加工齊全
制造工藝冷拔
質量
計重方式過磅
可售賣地全國
規(guī)格齊全
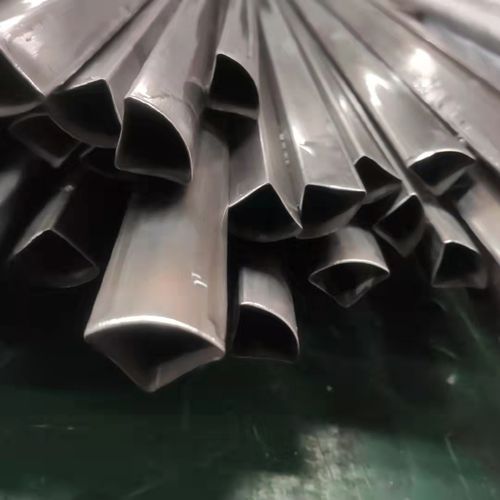
截面形狀異型管
物流配送可配送到廠
質量品質正品
銷售地區(qū)全國
聊城禎泰鋼管有限公司是一家集鋼管貿易、產(chǎn)品加工、倉儲及物流配送等服務為一體的鋼管貿易企業(yè)。本公司位于聊城開發(fā)區(qū)匯通物流園,地理位置優(yōu)越,交通方便,環(huán)境舒適。
異型鋼管上漲的情況也同時增加了不銹鋼成本,對于如今市場競爭激烈的情況下,很難競爭,給企業(yè)的生產(chǎn)經(jīng)營造成困難。另外,主要技術經(jīng)濟指標尚需進一步改善。我國熱軋成品鋼材(坯-材)成材率在93%左右,其中,熱軋無縫不銹鋼管(坯-材)成材率,視其技術裝備水平不同波動較大,技術軋機一般為90=92%,技術售后軋機僅為80%左右;軋機為75%以上,落后軋機為70%一下。異型鋼管是指具有保護銹層耐大氣腐蝕,可用于制造車輛、橋梁、塔梁、集裝箱燈光鋼結構的低合金結構鋼,與普碳鋼相比,異型鋼管在大氣中具有更優(yōu)良的抗蝕性能。與不銹鋼相比,異型鋼管微量的合金元素,異型鋼管一般采用精料入爐-冶煉(轉爐、電爐)--微合金化處理--吹氬--LF精煉--低過熱度連鑄--控軋控冷等工藝路線。異型鋼管要求和社會對恢復自然環(huán)境的呼聲也越來越高。
為適應這些要求,新的不銹鋼異型鋼將得到開發(fā)、冶煉新工藝和新設備將相應出現(xiàn)。鑄造生產(chǎn)的機械化自動化程度在不斷提高的同時,將多地向柔性生產(chǎn)方面發(fā)展,以擴大對不同批量和多品種生產(chǎn)的適應性,節(jié)約能源和原材料的新技術將會得到優(yōu)先發(fā)展,少產(chǎn)生或不產(chǎn)生污染的新工藝新設備將先受到重視,供特種鑄造的機械和設備儀及許多運輸和物料處理的設備。鑄造異型鋼管生產(chǎn)有與其他工藝不同的特點,主要是適應性廣,需用材料和設備多,污染環(huán)境。

對精密異型鋼管焊接外形和對接焊縫工藝性能的一般規(guī)定如下:
1.不允許有裂紋,未焊接、孔、焊瘤、濺出存有;
2.精密異型鋼管設計方案的溫度小于-29度的管路,不銹鋼板和淬硬趨向很大的精密異型鋼管表層,不可有錯口狀況。別的材料管路焊接錯口深層應超過0.5mm,持續(xù)錯口長短應不超過100毫米,且焊接兩邊錯口全長不超該焊接總長的10%。
3.精密異型鋼管的焊接表層不可小于管路表面,焊接錯邊量,且不超過3mm,為對接縫校核后焊縫的很大總款。復驗結果不過關(包含初驗結果顯微鏡結構不過關,不允許復驗的新項目)的精密異型鋼管,供即可逐根遞交工程驗收,或再次開展熱處理工藝(再次熱處理工藝頻次不超出二次),以新的一批明確提出工程驗收。 4.對接焊縫錯邊應不超博后的10%,且不超2mm。 異型鋼管的平時原理主要是根據(jù)紗布上的小石子造成工作壓力,在轉速比之中開展的表層研磨,根據(jù)紗布的左右挪動對產(chǎn)品工件的左右表層往返切削,做到一定實際效果,自然在研磨全過程時要持續(xù)的加潤滑脂,開展制冷,以防危害產(chǎn)品工件表層生產(chǎn)加工品質。那樣的產(chǎn)品僅僅初加工的產(chǎn)品工件,要想緊密度的商品還需開展深度加工解決。
在冷拔異型鋼管生產(chǎn)加工的掉下來轉筱環(huán)節(jié),這類均勻珩磨鋼開始時因為孔邊不光滑,磨刀石與孔邊不光滑,磨刀石與孔邊觸碰總面積不大,接觸壓力大,孔邊的凸起一部分迅速被磨掉。而磨刀石表層因接觸壓力大,再加切削對磨刀石粘接劑的磨損也不大。因而,磨刀石磨砂顆粒掉下來非常少,這時切削并不是靠新磨砂顆粒,只是由磨砂顆粒端鉆削。因此磨砂顆粒端負載非常大,磨砂顆粒易裂開、崩碎而產(chǎn)生新的鉆削刃。再次珩磨時磨刀石和孔表層的觸碰總面積越來越大,細的切削沉積于磨刀石與孔邊中間不容易排出去,導致磨刀石阻塞,越來越光潔。因而磨刀石鉆削工作能力低,等同于打磨拋光,若再次珩磨,磨刀石阻塞比較嚴重而造成粘結力阻塞時,磨刀石喪失鉆削工作能力并比較嚴重發(fā)燙,其孔的精密度和粗糙度均會遭受危害。這時應盡早完成珩磨。一般情況下,它的表層會出現(xiàn)一點一點的小圓孔,這種小圓孔主要因為原材料在生產(chǎn)過程中熱軋造成的,零件的外表溫度一高,會使零件造成孔,進而在零件表層留有許多的黑點。

主營生產(chǎn)、無縫鋼管、精密鋼管、不銹鋼管、六角鋼管、異型鋼管、花鍵管、八角管、四角管、方矩管、矩形管、航模管、衛(wèi)生級管、梅花管、隨緣管、冷拔管、熱軋管、厚壁管、薄壁鋼管、異型鋼管彎曲成型、這種成型的方式、也就是我們俗稱的彎曲,異型鋼管,彎曲分為兩種、一種真正的彎曲、另一個空心彎曲、真正彎曲方管壓實、然后彎曲的彎曲、內部和外部的托輪管異型鋼管內外壁壓實是一個雙向的過程,矩形管真正的彎曲優(yōu)點是固體的彎曲將相對較小、并且形成一個更準確、并在生產(chǎn)時間,只要是使用輥式的準確,以及內部反彈后鋼管的成型比較準確的異型鋼管的角度,我們可以保證準確,即使彎曲一定的缺點,主拉伸的時間將導致鋼管變薄真正的彎曲使得矩形管彎曲,在農(nóng)產(chǎn)品拉伸彎曲,導致異型鋼管,長度拉伸方向的彎曲線長度變短,和金屬含量,將因為拉伸減薄。空彎曲矩形管生產(chǎn)、外部棍子與矩形和異型鋼管的管外壁與金屬彎曲、空彎時間個人鋼管曲線會生產(chǎn)一定的壓縮所有壓縮效果、每個細節(jié)工藝不一樣生產(chǎn)流程就不一樣、小公差可以做到正負0.01絲、尺寸放心采購.

異型鋼管六種表面缺陷及預防措施:
1.折疊、異型鋼管沿軋制方向局部長或連續(xù)近似裂紋的缺陷一般是線型的。這是由于半成品耳、軋制后嚴重劃傷或軋制后,當邊部和角部不能擴展時不能擴展的。 預防措施:合理控制半成品尺寸,在生產(chǎn)過程中應檢查輥縫兩側是否有耳及過輥現(xiàn)象,并注意觀察軋制件的運行狀況。
2.:異型管的表面是舌狀或指甲狀,大小不均勻,厚度不均勻,形狀不規(guī)則,下通常有氧化鐵,隆起的也稱為翹曲皮膚。造成這種情況的原因如下:鋼坯有、厚皮、夾雜物等缺陷;半成品有局部凸起;孔型切割或砂眼;孔印或焊接差;軋制件在孔道中打滑;外部金屬軋制到軋件表面;半成品被外部物品劃傷等等。 防止措施:不合格的鋼坯不得進入爐內;孔型采用劃痕或焊接傷痕時,雕刻和焊接標志的形狀和高度應光滑光滑;加強軋輥質量檢查;合理的孔型設計;嚴禁低溫黑頭鋼軋制;經(jīng)常檢查孔型磨損,及時倒置孔型,異型鋼管運輸設備及運行場所應整潔光滑。
3.坑.表面有局部周期性或不規(guī)則凹面缺陷,原因是軋制孔型有凸起或者附著在氧化鐵皮上,異型鋼管表面脫落,無根部,軋制脫落后用孔型代替異形金屬制品。 預防措施:孔道冷卻水清潔,水量充足,異型管坯質量合格,生產(chǎn)環(huán)境無雜物。
4.裂縫:鋼坯或異型鋼管表面有不同的深度和散亂的細紋,通常沿軋制方向排到不均勻,這是由于軋制后產(chǎn)生的皮下氣泡,表面孔隙,非金屬夾雜物,加熱溫度不均勻,鋼材溫度低或冷卻不當造成的, 預防措施:煉鋼要做好鋼水的冶煉和唾棄,降低出鋼溫度,采用保護澆注避免二次氧化,軋鋼應合理控制爐溫和冷卻溫度。
5.耳子:局部連續(xù)突出狀態(tài)是由于輥縫兩側或軋制方向一側過充造成的,形成的原因是:成品前孔軋制件較大;進口導軌偏松,軋制件不正確;軋輥軸向運動;加熱不均勻或溫度過低;成品孔型磨損產(chǎn)生臺階凸出。 預防措施:合理控制加熱爐溫度和半成品尺寸,嚴格調整導向裝置,提高軋管機預壓精度;正好定量倒孔型。
6.刮痕:異型鋼管表面有局部或斷續(xù)的槽痕,通常呈直線或弧形。原因:進口和出口導軌加工安裝不當或軋制設備刮擦;軋制件產(chǎn)生不利凹槽。 預防措施:正確加工、安裝、使用進出口設施;滾動設備和操作場所應整潔流暢。
異型管的發(fā)展主要是產(chǎn)品品種的發(fā)展,包括斷面形狀、材質和性能。擠壓法、斜模軋法和冷拔法是生產(chǎn)異型管的有效方法,它適用于生產(chǎn)各種斷面和材質的異型管材。為了能生產(chǎn)品種繁多的異型管,還必須擁有多種生產(chǎn)手段。20世紀90年代,我國在原來只有冷拔的基礎上,又開發(fā)出輥拔、擠壓、液壓、旋軋、旋壓、連軋、回轉鍛造和無模拔等幾十種生產(chǎn)方法,并在不斷地改進和創(chuàng)造新的設備與工藝。
http://www.boyukang.cn








")
格全 大口徑材質")




