質(zhì)量等級正品(受理質(zhì)量異議)
加工服務(wù)其他加工服務(wù)
尺寸齊全
工藝齊全
齊全
供應(yīng)齊全
加工齊全
制造工藝冷拔
質(zhì)量
計(jì)重方式過磅
可售賣地全國
規(guī)格齊全
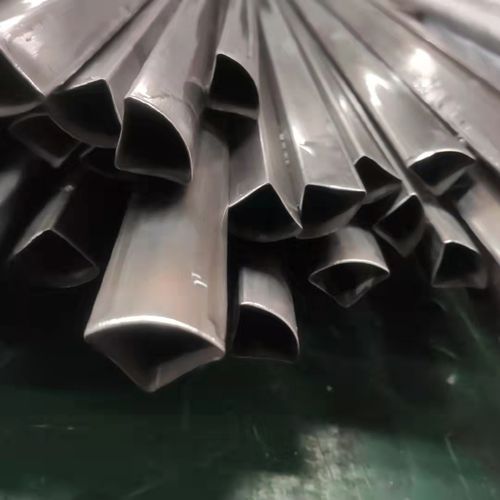
截面形狀異型管
物流配送可配送到廠
質(zhì)量品質(zhì)正品
銷售地區(qū)全國
本公司自成立以來,一直秉持“誠信經(jīng)營,客戶至上,精益求精”的發(fā)展理念,以始終如一的服務(wù)質(zhì)量和的企業(yè)信譽(yù),獲得國內(nèi)外客戶及合作伙伴的廣泛認(rèn)可。憑借與國內(nèi)外各大鋼廠建立的良好信譽(yù)與戰(zhàn)略合作關(guān)系,我們?nèi)〉昧朔€(wěn)定的產(chǎn)品資源。同時(shí),借助完善的運(yùn)營體系和市場管理,力求為國內(nèi)外客戶提供快捷而滿意的服務(wù)。
冷拉異型鋼管的優(yōu)點(diǎn):
1.形狀規(guī)格多樣性通過設(shè)計(jì)不同形狀的模具,冷拉出不同截面形狀、版不同規(guī)格公差的冷拉異權(quán)型鋼。角度可設(shè)計(jì)成直角或圓角。
2.高度使用高質(zhì)量的硬質(zhì)合金模具以及擁有修模人員,確保公差準(zhǔn)確、統(tǒng)一。
3.表面光滑的冷擠壓工藝使得冷拉鋼產(chǎn)品表面光滑明亮。
4.材料大量節(jié)省冷拉工藝是將原材料冷擠壓變形達(dá)致所需的形狀、規(guī)格及公差,原材料的耗損少,相對利用傳統(tǒng)車床機(jī)加工切削所耗損的材料,冷拉鋼所節(jié)省的材料是非常可觀的,特別當(dāng)材料用量大,材料成本的節(jié)約更為著.
5.加工時(shí)間及加工機(jī)械節(jié)省由于精度準(zhǔn)確,表面狀況良好,冷拉異型鋼產(chǎn)品可直接使用,如噴涂、打砂、打彎、鉆孔,異型鋼管也可按實(shí)際要求精拉之后直接電鍍,免去了大量機(jī)加工時(shí)間及節(jié)省配置加工機(jī)械的費(fèi)用。

異型鋼管生產(chǎn)加工原理:
依照要求對異型鋼管開展電焊焊接正中間查驗(yàn)的焊接,無損檢測技術(shù)應(yīng)在外形查驗(yàn)達(dá)標(biāo)后開展,方射線拍照及超聲波檢測應(yīng)在表層無損檢測技術(shù)后開展,經(jīng)檢測的焊接在鑒定達(dá)標(biāo)后才可再次開展電焊焊接。精密異型鋼管的管路上被補(bǔ)強(qiáng)圈或橡膠支座墊塊遮蓋的對接焊縫,應(yīng)開展射線檢測,達(dá)標(biāo)后材可再遮蓋。 異型鋼管焊接外形基礎(chǔ)規(guī)定:精密異型鋼管無損檢測技術(shù)前,焊接外形查驗(yàn)應(yīng)符合規(guī)定。

異型鋼管六種表面缺陷及預(yù)防措施:
1.折疊、異型鋼管沿軋制方向局部長或連續(xù)近似裂紋的缺陷一般是線型的。這是由于半成品耳、軋制后嚴(yán)重劃傷或軋制后,當(dāng)邊部和角部不能擴(kuò)展時(shí)不能擴(kuò)展的。 預(yù)防措施:合理控制半成品尺寸,在生產(chǎn)過程中應(yīng)檢查輥縫兩側(cè)是否有耳及過輥現(xiàn)象,并注意觀察軋制件的運(yùn)行狀況。
2.:異型管的表面是舌狀或指甲狀,大小不均勻,厚度不均勻,形狀不規(guī)則,下通常有氧化鐵,隆起的也稱為翹曲皮膚。造成這種情況的原因如下:鋼坯有、厚皮、夾雜物等缺陷;半成品有局部凸起;孔型切割或砂眼;孔印或焊接差;軋制件在孔道中打滑;外部金屬軋制到軋件表面;半成品被外部物品劃傷等等。 防止措施:不合格的鋼坯不得進(jìn)入爐內(nèi);孔型采用劃痕或焊接傷痕時(shí),雕刻和焊接標(biāo)志的形狀和高度應(yīng)光滑光滑;加強(qiáng)軋輥質(zhì)量檢查;合理的孔型設(shè)計(jì);嚴(yán)禁低溫黑頭鋼軋制;經(jīng)常檢查孔型磨損,及時(shí)倒置孔型,異型鋼管運(yùn)輸設(shè)備及運(yùn)行場所應(yīng)整潔光滑。
3.坑.表面有局部周期性或不規(guī)則凹面缺陷,原因是軋制孔型有凸起或者附著在氧化鐵皮上,異型鋼管表面脫落,無根部,軋制脫落后用孔型代替異形金屬制品。 預(yù)防措施:孔道冷卻水清潔,水量充足,異型管坯質(zhì)量合格,生產(chǎn)環(huán)境無雜物。
4.裂縫:鋼坯或異型鋼管表面有不同的深度和散亂的細(xì)紋,通常沿軋制方向排到不均勻,這是由于軋制后產(chǎn)生的皮下氣泡,表面孔隙,非金屬夾雜物,加熱溫度不均勻,鋼材溫度低或冷卻不當(dāng)造成的, 預(yù)防措施:煉鋼要做好鋼水的冶煉和唾棄,降低出鋼溫度,采用保護(hù)澆注避免二次氧化,軋鋼應(yīng)合理控制爐溫和冷卻溫度。
5.耳子:局部連續(xù)突出狀態(tài)是由于輥縫兩側(cè)或軋制方向一側(cè)過充造成的,形成的原因是:成品前孔軋制件較大;進(jìn)口導(dǎo)軌偏松,軋制件不正確;軋輥軸向運(yùn)動;加熱不均勻或溫度過低;成品孔型磨損產(chǎn)生臺階凸出。 預(yù)防措施:合理控制加熱爐溫度和半成品尺寸,嚴(yán)格調(diào)整導(dǎo)向裝置,提高軋管機(jī)預(yù)壓精度;正好定量倒孔型。
6.刮痕:異型鋼管表面有局部或斷續(xù)的槽痕,通常呈直線或弧形。原因:進(jìn)口和出口導(dǎo)軌加工安裝不當(dāng)或軋制設(shè)備刮擦;軋制件產(chǎn)生不利凹槽。 預(yù)防措施:正確加工、安裝、使用進(jìn)出口設(shè)施;滾動設(shè)備和操作場所應(yīng)整潔流暢。

異型鋼管激光切割,激光刀頭的機(jī)械部分與工作無接觸,在工作中不會對工作表面造成劃傷;異型鋼管切割速度快,切口光滑平整,一般無需后續(xù)加工;切割熱影響區(qū)小,板材變形小,切縫窄;切口沒有機(jī)械應(yīng)力,無剪切毛刺;加工精度高,重復(fù)性好,不損傷材料表面;數(shù)控編程,可加工任意的平面圖,可以對幅面很大的整板切割,無需開模具,經(jīng)濟(jì)省時(shí)。然而根據(jù)切割效果來定義分析,異型鋼管激光切割,根據(jù)激光進(jìn)行切割的材料,其切割效果能夠滿意,度又高,這是繼承了激光的優(yōu)勢,也是普通切割防濕不能夠媲美的。
異型鋼管從技術(shù)層面看來,異型鋼管制造行業(yè)在調(diào)節(jié)產(chǎn)品品種上擁有長足的進(jìn)步,今年益、高科技含量商品提供較快。從無縫鋼管行業(yè)看來,型管、高壓鍋爐管、氣罐、異型鋼管液壓機(jī)錨桿支護(hù)管生產(chǎn)量都是有很大水平提升;從焊接鋼管行業(yè)看來,管線管、J55級表面螺紋鋼管、中低壓加熱爐焊接鋼管、高韌性耐候建筑構(gòu)造焊接鋼管、轉(zhuǎn)動軸管、鋼塑管及其大口徑方矩形方管、高精密異形焊接鋼管、氣動液壓焊接鋼管等都是有很大水平的提升或開發(fā)設(shè)計(jì),因此反映在經(jīng)濟(jì)收益轉(zhuǎn)好。雖然上下游原材料價(jià)格上升幅度很大,但異型鋼管各公司在融入銷售市場轉(zhuǎn)變、調(diào)節(jié)產(chǎn)品品種和對比挖潛力層面干了很多的工作中,使無縫鋼管價(jià)格行情相對穩(wěn)定,公司經(jīng)濟(jì)效益依然升高。
異型管分,異型方管、矩異型管、異型焊管、螺旋焊管,規(guī)格:20*20mm-500mm,壁厚0.6mm-20mm,螺旋鋼管.螺旋鋼管規(guī)格,219mm-2020mm,壁厚5mm-20mm.直縫規(guī)格有4分、6分、1寸、1.2寸、1.5寸、2寸、2.5寸、3寸、4寸、5寸、6寸、8寸、102、108、127、133、139、159、168、177、194、219、273、325等規(guī)格異型管一般多是指方矩型鋼管。
http://www.boyukang.cn





定制")


")
格全 大口徑材質(zhì)")




