13666359433
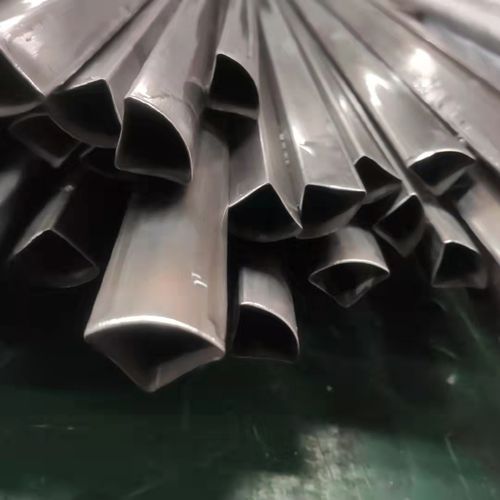
產品描述
Development, design, production and sales in one of the manufacturing enterprises
您是第644818位訪客版權所有 ©2025-06-20 魯ICP備2025153039號-1
聊城禎泰鋼管有限公司 保留所有權利.
手機網站
地址:山東省 聊城 聊城市長江路華建一街區4號樓
聯系人:邢翠女士(經理)
微信帳號:
首頁
產品分類
熱線電話
在線咨詢